លក្ខណៈបច្ចេកទេស
| ឈ្មោះផលិតផល | សន្លាក់ភ្លៅ/គែមរលុង |
| ទំហំ | ១/២"-២៤" |
| សម្ពាធ | ១៥០#-២៥០០#, PN០.៦-PN៤០០, ៥K-៤០K |
| ស្តង់ដារ | ANSI B16.5, EN1092-1, JIS B2220 ជាដើម។ |
| ចុងគល់ | MSS SP 43, ASME B16.9 |
| សម្ភារៈ | ដែកអ៊ីណុក៖A182F304/304L, A182 F316/316L, A182F321, A182F310S, A182F347H, A182F316Ti, 317/317L, 904L, 1.4301, 1.4307, 1.4401, 1.4571, 1.4541, 254Mo និងផ្សេងៗទៀត។ |
| ដែកថែបកាបូន៖A105, A350LF2, S235Jr, S275Jr, St37, St45.8, A42CP, A48CP, E24, A515 Gr60, A515 Gr 70 ជាដើម។ | |
| ដែកអ៊ីណុកពីរជាន់៖UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462, 1.4410, 1.4501 និងផ្សេងៗទៀត។ | |
| ដែកថែបបំពង់៖A694 F42, A694F52, A694 F60, A694 F65, A694 F70, A694 F80 ជាដើម។ | |
| យ៉ាន់ស្ព័រនីកែល៖inconel600, inconel625, inconel690, incoloy800, incoloy 825, incoloy 800H, C22, C-276, Monel400, Alloy20 ជាដើម។ | |
| យ៉ាន់ស្ព័រ Cr-Mo៖A182F11, A182F5, A182F22, A182F91, A182F9, 16mo3, 15Crmo ជាដើម។ | |
| ពាក្យសុំ | ឧស្សាហកម្មប្រេងឥន្ធនៈគីមី; ឧស្សាហកម្មអាកាសចរណ៍ និងអវកាស; ឧស្សាហកម្មឱសថ; ផ្សែងឧស្ម័ន; រោងចក្រថាមពល; ការសាងសង់កប៉ាល់; ការប្រព្រឹត្តកម្មទឹកជាដើម។ |
| គុណសម្បត្តិ | ស្តុកមានស្រាប់ ពេលវេលាដឹកជញ្ជូនលឿនជាងមុន មានគ្រប់ទំហំ តាមតម្រូវការ គុណភាពខ្ពស់ |
ស្តង់ដារវិមាត្រ
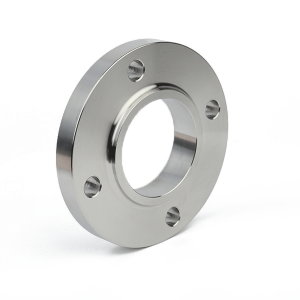
គែមសន្លាក់ឡាប
គែមសន្លាក់រាងជារង្វង់ទាមទារឲ្យមានសមាសធាតុបំពង់ពីរសម្រាប់ផ្នែកនីមួយៗនៃការតភ្ជាប់គែម គឺចុងបំពង់មួយ និងគែមទ្រទ្រង់ដែលរលុង។ គែមទ្រទ្រង់ដែលរលុងសមនឹងអង្កត់ផ្ចិតខាងក្រៅនៃចុងបំពង់ ដែលត្រូវបានផ្សារដោយគូទទៅនឹងបំពង់។ គែមទ្រទ្រង់មិនត្រូវបានផ្សារទៅនឹងបំពង់ទេ ហើយវាអាចបង្វិលបាន ដែលមានប្រយោជន៍ជាពិសេសនៅពេលដែលចាំបាច់ដើម្បីតម្រង់គែមកំឡុងពេលសាងសង់។
ជាងនេះទៅទៀត ដោយសារគែមខាងក្រោយមិនប៉ះនឹងសារធាតុរាវដំណើរការ វាអាចផលិតពីវត្ថុធាតុដើមដែលមិនសូវធន់នឹងការច្រេះ។ ឧទាហរណ៍ ប្រសិនបើដំណើរការនេះមានការច្រេះ ហើយតម្រូវឱ្យបំពង់ធ្វើពីដែកអ៊ីណុក ដូចក្នុង ASTM A312 TP316L នោះចុងបំពង់ក៏ត្រូវតែធ្វើពី SS 316L ដែរ។ ទោះជាយ៉ាងណាក៏ដោយ គែមខាងក្រោយអាចផលិតពី ASTM A105 ដែលមានតម្លៃថោកជាង។
វិធីសាស្ត្រនៃការភ្ជាប់នេះមិនរឹងមាំដូចជាគែមកផ្សារទេ ប៉ុន្តែវាល្អជាងការភ្ជាប់ដោយវីស ការផ្សាររន្ធ និងការភ្ជាប់ដោយរអិល។ ទោះជាយ៉ាងណាក៏ដោយ វាមានតម្លៃថ្លៃជាងក្នុងការអនុវត្ត ពីព្រោះវាតម្រូវឱ្យមានការផ្សារគូទដែលជ្រាបចូលពេញ និងតម្រូវឱ្យមានគ្រឿងផ្សំពីរ។

ចុងស្តុប
ចុងស្តុបតែងតែត្រូវបានប្រើជាមួយគែមសន្លាក់ឡាប ជាគែមទ្រទ្រង់។
ការភ្ជាប់គែមនេះត្រូវបានអនុវត្តនៅក្នុងកម្មវិធីសម្ពាធទាប និងមិនសំខាន់ ហើយវាគឺជាវិធីសាស្ត្រថោកមួយនៃការភ្ជាប់គែម។
ឧទាហរណ៍ នៅក្នុងប្រព័ន្ធបំពង់ដែកអ៊ីណុក គែមដែកកាបូនអាចត្រូវបានអនុវត្ត ពីព្រោះពួកវាមិនមានទំនាក់ទំនងជាមួយផលិតផលនៅក្នុងបំពង់។
ចុងបំពង់មានស្ទើរតែគ្រប់អង្កត់ផ្ចិតបំពង់។ វិមាត្រ និងភាពធន់នៃវិមាត្រត្រូវបានកំណត់នៅក្នុងស្តង់ដារ ASME B.16.9។ ចុងបំពង់ធន់នឹងការច្រេះទម្ងន់ស្រាល (គ្រឿងបន្ថែម) ត្រូវបានកំណត់នៅក្នុង MSS SP43។

អត្ថប្រយោជន៍នៃសន្លាក់ LAP JOINT FLANGE
- សេរីភាពក្នុងការបង្វិលជុំវិញបំពង់ជួយសម្រួលដល់ការដាក់ជួរនៃរន្ធប៊ូឡុងគែមដែលផ្ទុយគ្នា។
- កង្វះទំនាក់ទំនងជាមួយសារធាតុរាវនៅក្នុងបំពង់ជារឿយៗអនុញ្ញាតឱ្យប្រើប្រាស់គែមដែកកាបូនដែលមានតម្លៃថោកជាមួយនឹងបំពង់ធន់នឹងការច្រេះ។
- នៅក្នុងប្រព័ន្ធដែលរលួយ ឬច្រេះយ៉ាងឆាប់រហ័ស គែមអាចត្រូវបានសង្គ្រោះសម្រាប់ការប្រើប្រាស់ឡើងវិញ។

ការបង្ហាញព័ត៌មានលម្អិតផលិតផល
១. មុខ
មុខរាបស្មើ កាំគឺសំខាន់បំផុត
2. មានមជ្ឈមណ្ឌល ឬគ្មានមជ្ឈមណ្ឌល
៣. ការបញ្ចប់ផ្ទៃ
ការបញ្ចប់នៅលើផ្ទៃនៃគែមត្រូវបានវាស់ជាកម្ពស់រដុបជាមធ្យមនព្វន្ធ (AARH)។ ការបញ្ចប់ត្រូវបានកំណត់ដោយស្តង់ដារដែលបានប្រើ។ ឧទាហរណ៍ ANSI B16.5 បញ្ជាក់ពីការបញ្ចប់ផ្ទៃក្នុងចន្លោះពី 125AARH-500AARH (3.2Ra ដល់ 12.5Ra)។ ការបញ្ចប់ផ្សេងទៀតអាចរកបានតាមការស្នើសុំ ឧទាហរណ៍ 1.6 Ra អតិបរមា, 1.6/3.2 Ra, 3.2/6.3Ra ឬ 6.3/12.5Ra។ ជួរ 3.2/6.3Ra គឺជារឿងធម្មតាបំផុត។
ការសម្គាល់ និងការវេចខ្ចប់
• ស្រទាប់នីមួយៗប្រើខ្សែភាពយន្តប្លាស្ទិកដើម្បីការពារផ្ទៃ
• សម្រាប់ដែកអ៊ីណុកទាំងអស់ត្រូវបានវេចខ្ចប់ដោយប្រអប់ឈើប្រណិត។ សម្រាប់គែមកាបូនទំហំធំជាងនេះត្រូវបានវេចខ្ចប់ដោយបន្ទះឈើប្រណិត។ ឬអាចវេចខ្ចប់តាមតម្រូវការ។
• សញ្ញាសម្គាល់ដឹកជញ្ជូនអាចធ្វើឡើងតាមការស្នើសុំ
• សញ្ញាសម្គាល់លើផលិតផលអាចត្រូវបានឆ្លាក់ ឬបោះពុម្ព។ OEM ត្រូវបានទទួលយក។
ការត្រួតពិនិត្យ
• ការធ្វើតេស្ត UT
• ការធ្វើតេស្ត PT
• ការធ្វើតេស្ត MT
• ការធ្វើតេស្តវិមាត្រ
មុនពេលដឹកជញ្ជូន ក្រុម QC របស់យើងនឹងរៀបចំការធ្វើតេស្ត NDT និងការត្រួតពិនិត្យវិមាត្រ។ ក៏ទទួលយក TPI (ការត្រួតពិនិត្យភាគីទីបី) ផងដែរ។
ដំណើរការផលិតកម្ម
| ១. ជ្រើសរើសវត្ថុធាតុដើមពិតប្រាកដ | 2. កាត់វត្ថុធាតុដើម | ៣. ការកំដៅជាមុន |
| ៤. ការក្លែងក្លាយ | ៥. ការព្យាបាលដោយកំដៅ | ៦. ការកែច្នៃរដុប |
| ៧. ការខួង | ៨. ការកែច្នៃល្អិតល្អន់ | ៩. ការសម្គាល់ |
| ១០. ការត្រួតពិនិត្យ | ១១. ការវេចខ្ចប់ | ១២. ការដឹកជញ្ជូន |
គែមសន្លាក់រាងជារង្វង់ទាមទារឲ្យមានសមាសធាតុបំពង់ពីរសម្រាប់ផ្នែកនីមួយៗនៃការតភ្ជាប់គែម គឺចុងបំពង់មួយ និងគែមទ្រទ្រង់ដែលរលុង។ គែមទ្រទ្រង់ដែលរលុងសមនឹងអង្កត់ផ្ចិតខាងក្រៅនៃចុងបំពង់ ដែលត្រូវបានផ្សារដោយគូទទៅនឹងបំពង់។ គែមទ្រទ្រង់មិនត្រូវបានផ្សារទៅនឹងបំពង់ទេ ហើយវាអាចបង្វិលបាន ដែលមានប្រយោជន៍ជាពិសេសនៅពេលដែលចាំបាច់ដើម្បីតម្រង់គែមកំឡុងពេលសាងសង់។
ជាងនេះទៅទៀត ដោយសារគែមខាងក្រោយមិនប៉ះនឹងសារធាតុរាវដំណើរការ វាអាចផលិតពីវត្ថុធាតុដើមដែលមិនសូវធន់នឹងការច្រេះ។ ឧទាហរណ៍ ប្រសិនបើដំណើរការនេះមានការច្រេះ ហើយតម្រូវឱ្យបំពង់ធ្វើពីដែកអ៊ីណុក ដូចក្នុង ASTM A312 TP316L នោះចុងបំពង់ក៏ត្រូវតែធ្វើពី SS 316L ដែរ។ ទោះជាយ៉ាងណាក៏ដោយ គែមខាងក្រោយអាចផលិតពី ASTM A105 ដែលមានតម្លៃថោកជាង។
វិធីសាស្ត្រនៃការភ្ជាប់នេះមិនរឹងមាំដូចជាគែមកផ្សារទេ ប៉ុន្តែវាល្អជាងការភ្ជាប់ដោយវីស ការផ្សាររន្ធ និងការភ្ជាប់ដោយរអិល។ ទោះជាយ៉ាងណាក៏ដោយ វាមានតម្លៃថ្លៃជាងក្នុងការអនុវត្ត ពីព្រោះវាតម្រូវឱ្យមានការផ្សារគូទដែលជ្រាបចូលពេញ និងតម្រូវឱ្យមានគ្រឿងផ្សំពីរ។
ចុងស្តុបតែងតែត្រូវបានប្រើជាមួយគែមសន្លាក់ឡាប ជាគែមទ្រទ្រង់។
ការភ្ជាប់គែមនេះត្រូវបានអនុវត្តនៅក្នុងកម្មវិធីសម្ពាធទាប និងមិនសំខាន់ ហើយវាគឺជាវិធីសាស្ត្រថោកមួយនៃការភ្ជាប់គែម។
ឧទាហរណ៍ នៅក្នុងប្រព័ន្ធបំពង់ដែកអ៊ីណុក គែមដែកកាបូនអាចត្រូវបានអនុវត្ត ពីព្រោះពួកវាមិនមានទំនាក់ទំនងជាមួយផលិតផលនៅក្នុងបំពង់។
ចុងបំពង់មានស្ទើរតែគ្រប់អង្កត់ផ្ចិតបំពង់។ វិមាត្រ និងភាពធន់នៃវិមាត្រត្រូវបានកំណត់នៅក្នុងស្តង់ដារ ASME B.16.9។ ចុងបំពង់ធន់នឹងការច្រេះទម្ងន់ស្រាល (គ្រឿងបន្ថែម) ត្រូវបានកំណត់នៅក្នុង MSS SP43។
- សេរីភាពក្នុងការបង្វិលជុំវិញបំពង់ជួយសម្រួលដល់ការដាក់ជួរនៃរន្ធប៊ូឡុងគែមដែលផ្ទុយគ្នា។
- កង្វះទំនាក់ទំនងជាមួយសារធាតុរាវនៅក្នុងបំពង់ជារឿយៗអនុញ្ញាតឱ្យប្រើប្រាស់គែមដែកកាបូនដែលមានតម្លៃថោកជាមួយនឹងបំពង់ធន់នឹងការច្រេះ។
- នៅក្នុងប្រព័ន្ធដែលរលួយ ឬច្រេះយ៉ាងឆាប់រហ័ស គែមអាចត្រូវបានសង្គ្រោះសម្រាប់ការប្រើប្រាស់ឡើងវិញ។

ការបង្ហាញផលិតផលលម្អិត
១. មុខ
មុខរាបស្មើ កាំគឺសំខាន់បំផុត
2. មានមជ្ឈមណ្ឌល ឬគ្មានមជ្ឈមណ្ឌល
៣. ការបញ្ចប់ផ្ទៃ
ការបញ្ចប់នៅលើផ្ទៃនៃគែមត្រូវបានវាស់ជាកម្ពស់រដុបជាមធ្យមនព្វន្ធ (AARH)។ ការបញ្ចប់ត្រូវបានកំណត់ដោយស្តង់ដារដែលបានប្រើ។ ឧទាហរណ៍ ANSI B16.5 បញ្ជាក់ពីការបញ្ចប់ផ្ទៃក្នុងចន្លោះពី 125AARH-500AARH (3.2Ra ដល់ 12.5Ra)។ ការបញ្ចប់ផ្សេងទៀតអាចរកបានតាមការស្នើសុំ ឧទាហរណ៍ 1.6 Ra អតិបរមា, 1.6/3.2 Ra, 3.2/6.3Ra ឬ 6.3/12.5Ra។ ជួរ 3.2/6.3Ra គឺជារឿងធម្មតាបំផុត។
ការសម្គាល់ និងការវេចខ្ចប់
• ស្រទាប់នីមួយៗប្រើខ្សែភាពយន្តប្លាស្ទិកដើម្បីការពារផ្ទៃ
• សម្រាប់ដែកអ៊ីណុកទាំងអស់ត្រូវបានវេចខ្ចប់ដោយប្រអប់ឈើប្រណិត។ សម្រាប់គែមកាបូនទំហំធំជាងនេះត្រូវបានវេចខ្ចប់ដោយបន្ទះឈើប្រណិត។ ឬអាចវេចខ្ចប់តាមតម្រូវការ។
• សញ្ញាសម្គាល់ដឹកជញ្ជូនអាចធ្វើឡើងតាមការស្នើសុំ
• សញ្ញាសម្គាល់លើផលិតផលអាចត្រូវបានឆ្លាក់ ឬបោះពុម្ព។ OEM ត្រូវបានទទួលយក។
ការត្រួតពិនិត្យ
• ការធ្វើតេស្ត UT
• ការធ្វើតេស្ត PT
• ការធ្វើតេស្ត MT
• ការធ្វើតេស្តវិមាត្រ
មុនពេលដឹកជញ្ជូន ក្រុម QC របស់យើងនឹងរៀបចំការធ្វើតេស្ត NDT និងការត្រួតពិនិត្យវិមាត្រ។ ក៏ទទួលយក TPI (ការត្រួតពិនិត្យភាគីទីបី) ផងដែរ។
ដំណើរការផលិត
| ១. ជ្រើសរើសវត្ថុធាតុដើមពិតប្រាកដ | 2. កាត់វត្ថុធាតុដើម | ៣. ការកំដៅជាមុន |
| ៤. ការក្លែងក្លាយ | ៥. ការព្យាបាលដោយកំដៅ | ៦. ការកែច្នៃរដុប |
| ៧. ការខួង | ៨. ការកែច្នៃល្អិតល្អន់ | ៩. ការសម្គាល់ |
| ១០. ការត្រួតពិនិត្យ | ១១. ការវេចខ្ចប់ | ១២. ការដឹកជញ្ជូន |
គ្រឿងបរិក្ខារបំពង់ គឺជាសមាសធាតុសំខាន់ៗនៅក្នុងប្រព័ន្ធបំពង់ ដែលប្រើសម្រាប់ការតភ្ជាប់ ការប្តូរទិស ការបង្វែរទិសដៅ ការផ្លាស់ប្តូរទំហំ ការផ្សាភ្ជាប់ ឬការគ្រប់គ្រងលំហូរសារធាតុរាវ។ ពួកវាត្រូវបានអនុវត្តយ៉ាងទូលំទូលាយនៅក្នុងវិស័យដូចជា សំណង់ ឧស្សាហកម្ម ថាមពល និងសេវាកម្មក្រុង។
មុខងារសំខាន់ៗ៖វាអាចអនុវត្តមុខងារដូចជាការតភ្ជាប់បំពង់ ការផ្លាស់ប្តូរទិសដៅលំហូរ ការបែងចែក និងការបញ្ចូលគ្នានៃលំហូរ ការកែតម្រូវអង្កត់ផ្ចិតបំពង់ ការផ្សាភ្ជាប់បំពង់ ការគ្រប់គ្រង និងការធ្វើនិយតកម្ម។
វិសាលភាពនៃការដាក់ពាក្យ៖
- ការផ្គត់ផ្គង់ទឹក និងប្រព័ន្ធបង្ហូរទឹកក្នុងអគារ៖កែង PVC និង PPR tris ត្រូវបានប្រើសម្រាប់បណ្តាញបំពង់ទឹក។
- បំពង់បង្ហូរឧស្សាហកម្ម៖គែមដែកអ៊ីណុក និងកែងដែកយ៉ាន់ស្ព័រត្រូវបានប្រើដើម្បីដឹកជញ្ជូនឧបករណ៍គីមី។
- ការដឹកជញ្ជូនថាមពល៖គ្រឿងបន្លាស់បំពង់ដែកសម្ពាធខ្ពស់ត្រូវបានប្រើនៅក្នុងបំពង់បង្ហូរប្រេង និងឧស្ម័ន។
- HVAC (កំដៅ ខ្យល់ចេញចូល និងម៉ាស៊ីនត្រជាក់)៖គ្រឿងបន្លាស់បំពង់ស្ពាន់ត្រូវបានប្រើដើម្បីភ្ជាប់បំពង់បង្ហូរសារធាតុត្រជាក់ ហើយសន្លាក់ដែលអាចបត់បែនបានត្រូវបានប្រើសម្រាប់ការកាត់បន្ថយរំញ័រ។
- ប្រព័ន្ធធារាសាស្រ្តកសិកម្ម៖ឧបករណ៍ភ្ជាប់រហ័សជួយសម្រួលដល់ការផ្គុំ និងការរុះរើប្រព័ន្ធស្រោចស្រពប្រព័ន្ធស្រោចទឹក។